Developing good relationships with suppliers like IFM helps us select the best products and use the latest technology. IFM Electronic visited us to ask about our company, and how quality products along with strong technical support is so important. Watch the video interview to find out more.
We work with companies like IFM because they have the same common goal. To supply the best products and services to our customers.
Visit MONK Technology Website Pages
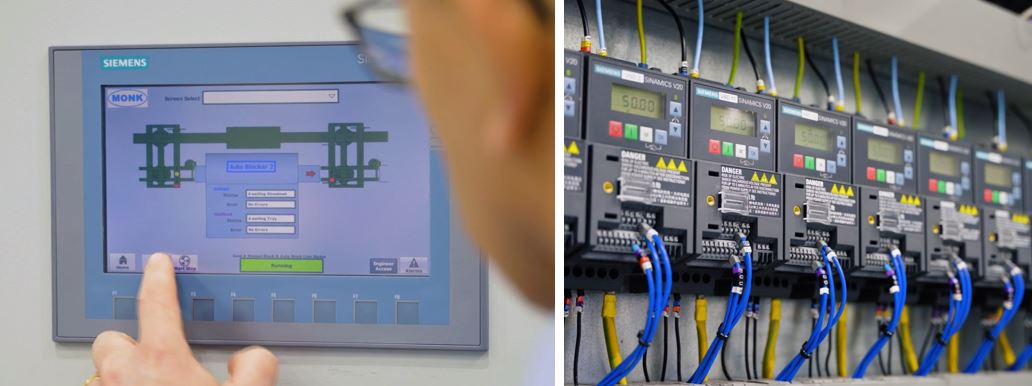
Our website has been updated with more information on the Technology we use in our systems. A key part of any automation machinery or system is the electrical technology, control system and software. This controls how the system operates and provides information to staff and maintenance.
Our electrical control panels are designed and built in house. We also have our own software engineering team for both PLC and PC based software. This helps us provide a high level of flexibility and maximum support to our customers.
The Head of Online Fulfilment for Card Factory explains how efficient Sortation Systems and Packing Lines have helped with the growth of the company.
Sortation System
A sortation system automatically separates and sorts products into different bin locations. Product moves continuously through the system and therefore high levels of throughput can be achieved.
The sortation project shown in the video sorts greetings cards, bags, and gifts into 40 bin locations. The barcode is read and the product travels to the correct bin with smooth and safe operation.
Fast moving industries such as Retail, Online Fulfilment, Warehouse and Distribution centres can see major improvements in efficiency and capability. We will work closely with you to understand your process and design a system which works within current and future needs.
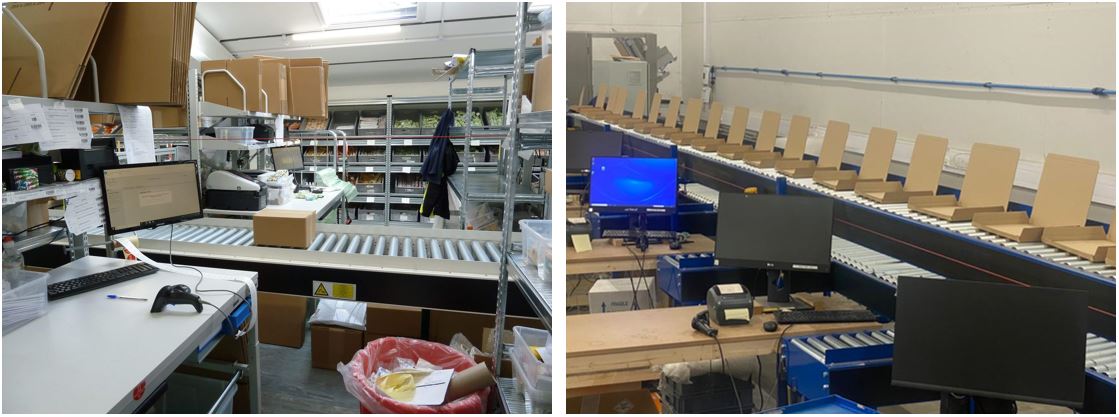
Packing Conveyor Lines are designed around packing tables and benches to help to reduce manual handling and improve efficiency. Packing Lines convey either packing material or products to and from the packing staff. This allows them to focus on packing and not spend time moving material or products around.
Our packing lines can control the flow of products and make sure that every person is continually fed with work. The system is easy to use and improves efficiency. Packing stations are also designed to be ergonomic and comfortable for staff to use.
Our engineers have built up over 25 years experience in conveying and handling equipment. Call us today 01252 369800 and we will be happy to discuss your application.
We also supply Belt Conveyors, Roller, Pallet, Carton Lifts, Spiral Conveyors, Flexible Chain, Matt Top all with full Electrical Control, Software and Installation.
Monk Conveyors supply and install full working systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens if required.
Our control systems range from simple stop starts up to barcode capable controls, capable of communicating with your Warehouse Management System (WMS).
A Pick to Light System shows staff quickly and efficiently where they should pick from. The system lights up a tote bin, shelf location or pocket (pigeon hole) within a stores/warehouse area. Staff see the light and know instantly this is the location of the product they need to pick.
“This system maximizes product storage in a small footprint. It greatly reduces picking time and the chance of picking mistakes”
A Pick to Light system can have a massive impact by increasing:
Speed as staff do not have to look for a location or use memory to know where a type of product is.
Efficiency because work which is close together can be picked together. Therefore, reducing the amount of walking.
Accuracy as staff will pick from a location that has a light, there is less chance of an error by picking from the wrong location.
Optical Industry
MONK has established ourselves as a leading company in the Optical Industry with installations around the world.
“Improve efficiency of your optical lab with an automatic conveyor feed system for your job trays. Our systems are design to ensure that every processing machine is kept continuously fed with work”
The design of our optical lab conveyor systems, take into consideration your machine capability, site capacity, available footprint and people integration.
We offer small systems through to full factory installations which feed job trays through many processes within the lab.
Our systems are stand-alone and work with many different processing machines.
Conveyor feed systems are easy to modify, reconfigure and expand as your business grows.
Our engineers have built up over 25 years experience in conveying and handling equipment. Pleasecontact usor call 01252 369800 and we will be happy to discuss your application.
In October 2020 MONK Conveyors were approached by the University of Southampton to see if we were willing to work on an automation project for the NHS. This was part of a new COVID testing facility where non-invasive LAMP saliva testing was being setup in an automated environment. The task given to us was to design a conveyor-based feed system for COVID test samples being delivered to the site every day.
The challenge was the very short lead time, as it was a race against time to get this facility operating. At the time vaccinations had not yet been rolled out and a cancelled Christmas was looming. Because we hold conveyor parts in stock in the UK and have good engineering design capability, we were very keen to do what we could to help the test facility and the NHS.
Our existing customers generously agreed to delay some of their own projects, so we could focus on the COVID system. Designed to handle up to 100,000 samples per day if the need arrived. Our system was to receive bagged live test samples, and distribute them into a room of 28 staff who would unpack the bags and remove the test tube samples ready for testing. A network of outfeed conveyors and specially designed sorting equipment would feed them on to the next part of the process.
The system was design and built in our factory, before shipping and installing in the NHS test facility in Southampton. The whole project was put together in record time and was ready in go live within the tight deadline.
In January of 2021 design work began on a second room. Our task was to automate the feeding of test vials up through the floor and then distribute them to 40 Automata EVA Robots. We designed bespoke conveyors, pneumatic gates, pushers, sensors and indexing star wheels to sort and handle the test vials. Then a precise push and gate device to present test vials to each Robot position. The Robot system would then automatically remove the cap and take the samples dose from the tube.
It was challenging and rewarding to be part of this project and working alongside the other suppliers and NHS staff. It was satisfying to know that our work was helping in a small way to be a part of the fight against COVID and improving the automation of this new NHS testing facility.
Our engineers have built up over 25 years experience in conveying and handling equipment. Please contact us or call 01252 369800 and we will be happy to discuss your application.
We supply conveyor systems and product handling solutions to a wide range of industries. Designing a handling system involves careful consideration of product, operators, machines throughput and line capacity. Each industry has specific needs and our wide range of products and our experience help us work with customers to meet their requirements.
Our roller conveyors are a cost-efficient solution for the many metres of track used in handling totes and parcels in warehouses or packing halls. Pallets can also be handled on our special purpose pallet system, feeding to robots, wrappers or racking.
Our Flat Belt and MODU Flex Chain conveyors are ideal to handle everything from medical items, pharmaceutical & personal products, automotive components, wrapped food products, optical lenses, candles and many more. Larger heavy duty belt conveyors can handle cartons feeding between mezzanine floors and bagged laundry.
Our philosophy at MONK is to always look and apply the simplest solution possible. We have a comprehensive range of standard conveyors and automation devices.
By using as many standard products within our systems, they will be reliable, easy to maintain and cost effective. Our 25 years of engineering design capability means we can also manufacture special equipment and machinery. We can supply individual belt conveyors up to fully installed systems with electrical control and software.
Our engineers have built up over 25 years experience in conveying and handling equipment. Please contact us or call 01252 369800 and we will be happy to discuss your application.
Sortation systems automatically separate and sort products into different routes and conveyor lines. They can also dispense directly into bins, bags or stillages. Lines run with product moving continuously through the system and therefore high levels of throughput can be achieved.
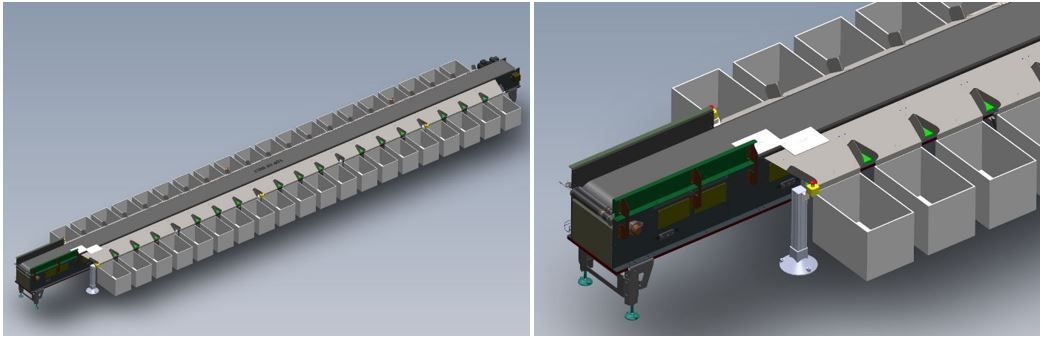
Monk Conveyors used the Intralox ARB™ S7000 Sorter in one of our latest installations. The S7000 bi-directionally sorts a wide range of products at high throughput rates of up to 500 per minute. In this project, it was used for sorting greetings cards, bags and gifts into 40 bin locations. The Sorter can divert an item efficiently to the left or to the right of the main central conveyor with smooth and safe operation.
Each product has a barcode which is scanned at the start of the line. The product is then diverted off the central belt into the correct bin location. There is a continuous flow of products with many on the belt at one time. From an initial concept drawing the 3D CAD model brought the system to life ready for the build, installation and software.
Software takes the information from the barcode reader and controls the operation of the S7000 Sorter. Our system communicates via TCP/IP to the customers Warehouse Management System (WMS). We receive barcode data from our scan and request job information from the WMS. The job information is then used to route the product to the correct bin location.
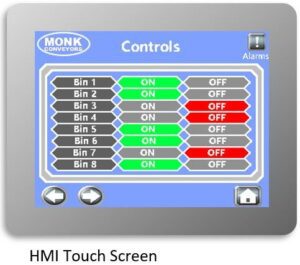
An operator touch screen allows bin locations to be easily turned on and off. Active bins will be highlighted green and inactive bins highlighted red.
Any products which have already been scanned continue to the bin location which is switched off, but any new products continue to an end of line location so they can be manually checked and sorted.
A high specification Keyence SR-5000 barcode camera reader was used to reliably read a wide range of product barcodes. This reader features an Ultra-wide field of view, reading depth and high-speed capabilities.
The camera-based system means products do not need to be orientated for them to be read and this cuts down on equipment costs.
Pleasecontact us to discuss warehouse and sortation applications.
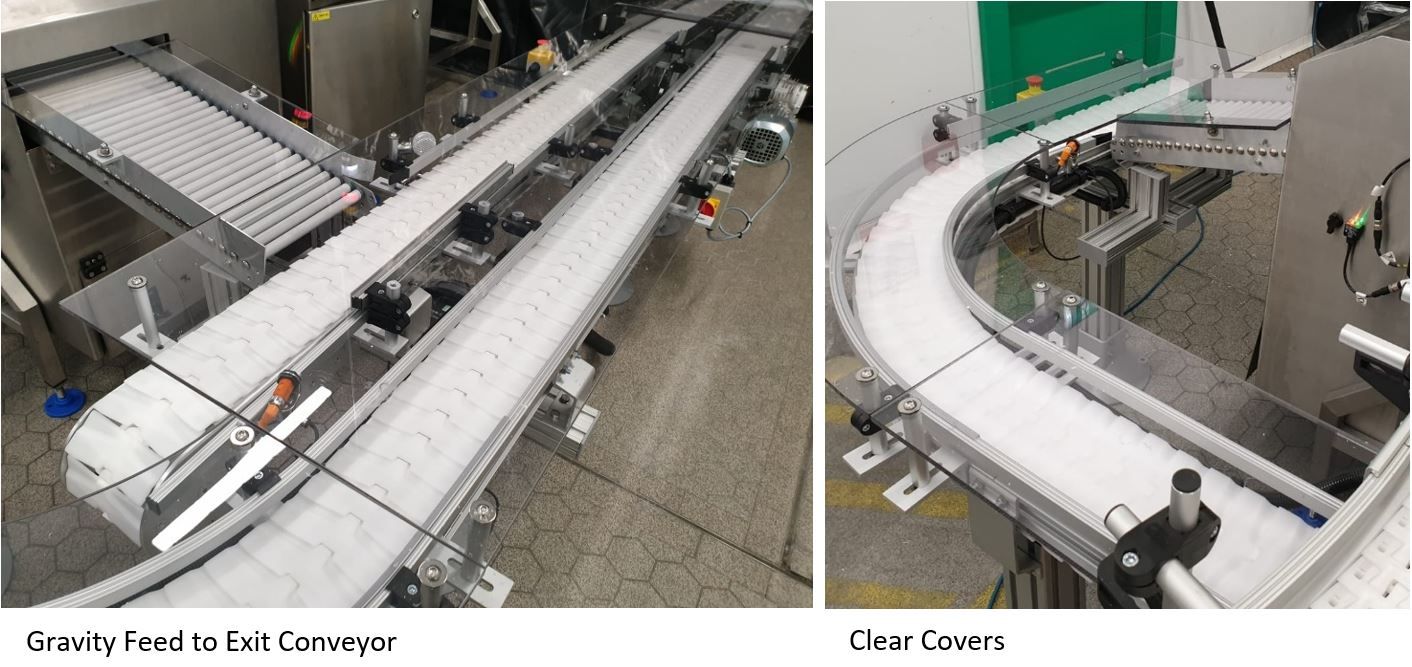
A fully automatic conveyor system designed to feed drinking cups from machine-to-machine. Good access around the machines was maintained by utilising three vertical continuous lifts designed specifically for the product. The compact lifts take up minimal floor space and lift product vertically up to high level conveyors. This means product can be fed over walkways keeping the floor area clear.
MODU System85mm wide flexible chain conveyors were ideal for this project as they can be routed along straights, into curves and up or down inclines.
Our control system was built to the customers site specification including software and communication with machines upstream and downstream. If one of the machines stopped our system would pause until the machine restarts.
An operator touch screen positioned remotely from the main control panel, gave operators line information and control on the production floor.
The system was developed in a short time to meet the customers deadline and included mechanical and electrical installation. Service and maintenance contracts can be provided along with critical spares.
Please contact usto discuss your product and application.
Food Industry –Product Feeding
Our customer provides frozen meals to the retail and wholesale sectors, producing for many of the UK’s biggest retailers and brands. Their site is an 80,000 square ft state-of-the-art production facility.
Installations included a specially designed line to take product away from a check weigher and feed it to an area for inspection. This involved bespoke gravity conveyors to fit inside the machine and powered MODU System plastic slat conveyors to feed product around the compact area.
A small PLC control system was used with sensors to detect if the conveyor system was full. This enables operators to leave the system while it collects products for inspection. A second system brings products down through a mezzanine floor to a ground level packing area and onto an existing rotary table.
Monk Conveyors has mechanical and electrical installation teams. We can provide you with the complete “turnkey” installation.
We appreciate that production output will often still be required while installations continue, so we will carefully plan our installation and work with you to find the best solution which causes minimal disruption.
Monk Conveyors supply and install full working systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens if required. Our control systems range from simple stop starts up to barcode capable controls, capable of communicating with your Warehouse Management System (WMS).
The batch of eight M1950belt conveyors shown below were built to carry medical plastic mouldings away from a machine. Our medium duty belt conveyors are ideal for handling small to medium sized products and are compact in size. Small end rollers allow for good product transfer in and out of machines. Precision bearings and a robust design means many years of trouble-free running. Parts are held in stock for some standard sizes for quick delivery.
Please contact our sales office by email or phone to find our more and receive a quick quotation.
Medical Industry – End of Line Packing
Monk Conveyors installs a powered roller conveyor system in a leading medical company. The system was designed and built to feed packing tables and into a carton packaging machine. Cartons were controlled and distributed automatically using pneumatic stops and sensors to detect the product. Our electrical installation and control system provided a complete solution.
Features Included:
Removable roller conveyor section on wheels for access.
Flexible Flexi-Conveyor and the end of the line which is perfect for vehicle loading and unloading, parcel distribution centres and depot’s, packaging, machine-to–machinelinking and across docking applications.
Feed through a fire-door, with a drop out section to allow the door to close.
Emergency stop pull cord above packing tables.
Illuminated beacon to give the operators line status.
Spares and maintenance contract.
Communication with customer machines.
Control system, software and operator touch screen.
Monk Conveyors supply and install full working systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens if required. Our control systems range from simple stop starts up to barcode capable controls, capable of communicating with your Warehouse Management System (WMS).
Our new website www.monk-conveyors.comlaunched today shows our company’s strengths in providing systems which help customers improve productivity and efficiency within their sites. Industries such as Packing, Online Distribution, Warehouse Sortation, Medical, Pharmaceutical & Clean Rooms,Food and Retail can benefit from our carefully designed systems.
“Our goal is to provide cost-effective conveyor and automation solutions with a high level of service”
There is new information on our Industries page for Warehouse and Sortation. New and updated Products pages for InterfloorMezzanineBelts, Lorry Loaders, Auto Stackers, Pick to Light, Sortation, Pick & Place and Packing Lines.
Monk Conveyors has over 25 years’ experience in conveying and handling equipment. We listen to customers and always find out about the product and processes within their factory. All our customers expect high reliability and durability, and we expect nothing less from the systems we install. Visit ourWhy Choose Us page to learn more.
We Also Carry Out Service and Maintenance
Monk Conveyors supply and install full working systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens if required. Our control systems range from simple stop starts up to barcode capable controls, capable of communicating with your Warehouse Management System (WMS).