MONK Conveyors pallet systems provide the in-plant transport links between production, warehouse, order picking and despatch. All too often pallets are stored in racks, stacked up and then transported by forklift truck. This can create capacity shortfalls, damage to pallets and products.
The Automotive Industry Pallet System shown below feeds 500kg stillage’s accurately into a metal cleaning process. Bespoke heavy side guides and pneumatic damped stops were design into the system.
MONK Pallet Conveyors:
Modular Painted Steel Design
Up to 1500kg load capacity per meter
Robust construction with formed steel frame profiles
5mm thick steel rollers for impact resistance
150mm or 200mm roller pitch
Motors available – 0.37 kW, 0.55 kW, 1.1 kW and 1.5kW
Smooth and gentle transportation – minimum backlash, low maintenance design
Side Chain transfers using bi-directional triple chains
Roller and Chain rotating turntables
Please Contact Us today to discuss this or any Conveyor System application at +44 (0)1252 369800
We also supply Roller, Belt and Plastic Chain Conveyors and Product Lifts.
Monk Conveyors supply and install full working systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens. Our control systems range from simple stop starts up to barcode capable controls, capable of communicating with your Warehouse Management System (WMS).
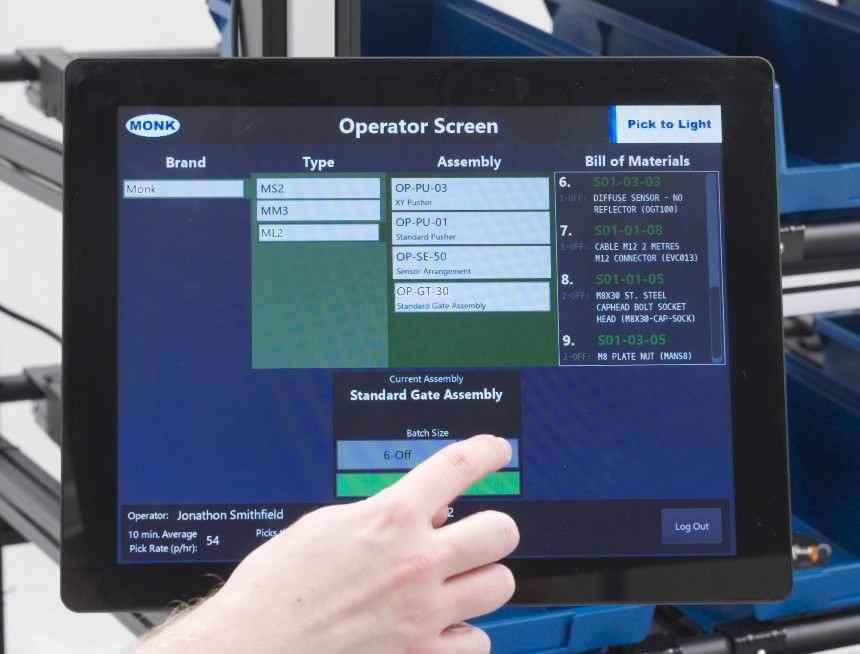
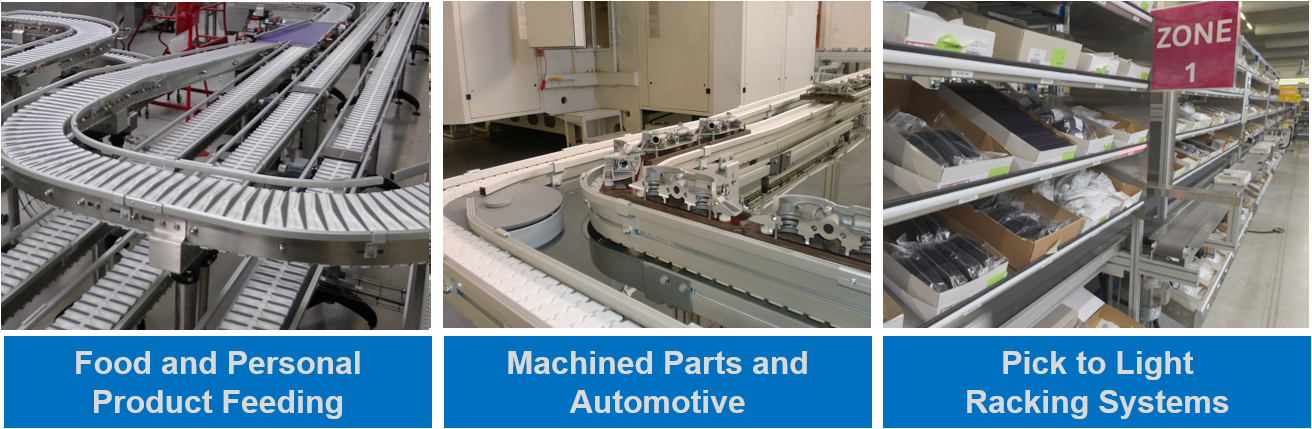
The Pick to Light Assembly System allows you to pick and assemble your product in a controlled sequence, and reduces the chance of incorrect parts being fitted.
It optimises your picking and assembly stations, increasing picking accuracy, speeding up picking operations, simplifying training, which results in higher quality, constant, efficient assembly of your products.
Key Features:
The Pick to Light Assembly System has many key features which makes it unique and instinctive.
The HMI allows for intuitive interfacing with the system and can display photo’s, instructions or even video information to the operator.
On the display, a 3D, real-time mimic of the system is shown, allowing for easy troubleshooting and minimising downtime.
Each Operator can have a login, which can allow for tracking of performance and tailoring the available assembly lists according to their skill level.
The menu system allows for Operators to easily find the assembly that they need to pick. This can be tailored to each customer’s needs.
The size, layout and software can all be adapted in each bespoke build to fit your needs.
Different product types can be assembled by selecting different bill of materials (BOM’s) on the HMI touch screen.
To further automate a larger system, conveyors can be integrated with the assembly station to bring in, or take away products.
“For a fully customizable, reliable, efficient system for picking and product assembly, Pick to Light, is the way forwards”
Watch our new video below to learn how it works and can be tailored to your products and business.
Please Contact Us today to discuss this or any of our Pick to Light System at +44 (0)1252 369800
MONK provide automated conveyor solutions, designed to help optimize factory efficiency, enhance productivity, and reduce your operational costs.
We can supply an individual conveyor, up to a medium or large complete conveyor system with full electrical control and software to move your products automatically. This helps reduce staffing costs and keeps work flowing efficiently through your site.
Our technical sales will work with you to find the best solution and discuss possible options; from an initial concept through to a final solution. Our philosophy is to look for simple solutions and use as many of our standard products as possible. This helps produce a robust and cost-effective solution. Where special design or software is required, then we have in house engineering R&D facility along with our in-house software team.
We offer full mechanical and electrical installation along with software, training and handover. Our products and systems are supported with servicing, maintenance and software dial-in support packages. This ensures systems can continue to operate for many years.
“We will work with you to provide the best automated conveyor system to move materials and products around your factory. Our goal is to provide cost effective conveyor solutions with a high level of service.”
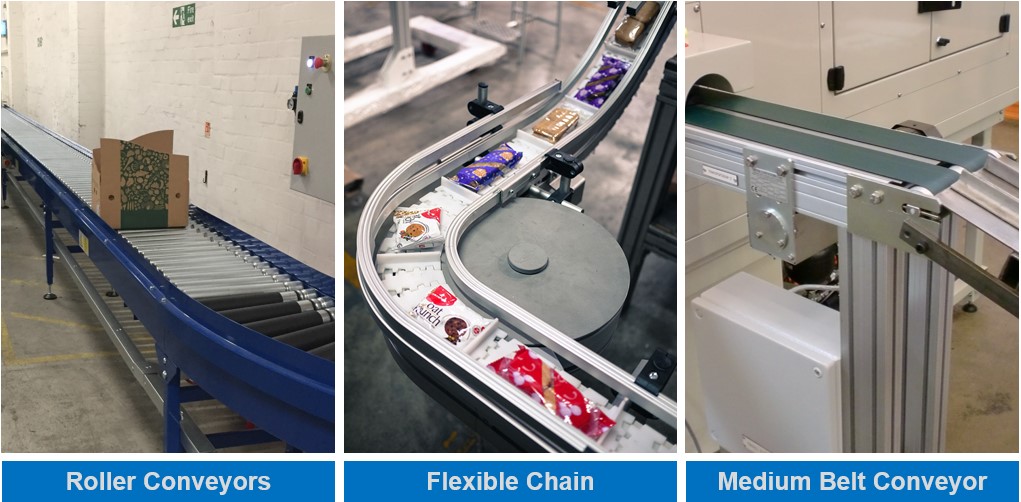
Medium Duty Standard Belt Conveyors
Our high-quality precision belt conveyors will give years of trouble-free use. The MT1950 offers safe, low noise operation and has T-slots on both sides for installing guide rails, sensors, and brackets. There is also a choice of different drive units and controls.
Robust anodised aluminium extruded frame & hard-wearing stainless-steel bed plate
Precision machined anodised aluminium rollers with SKF bearings
2-Year mechanical warranty
5-Year Stainless Steel Bed Plate warranty
Range of widths and lengths
Our engineering sales team will be happy to discuss a conveyor or automation application.
MONK specializes in providing automated conveyor solutions, designed to help optimize factory efficiency, enhance productivity, and reduce your operational costs.
We can supply an individual conveyor, up to a medium or large complete conveyor system with full electrical control and software to move your products automatically. This helps reduce staffing costs and keeps work flowing efficiently through your site.
Our technical sales will work with you to find the best solution and discuss possible options; from an initial concept through to a final solution. Our philosophy is to look for simple solutions and use as many of our standard products as possible. This helps produce a robust and cost-effective solution. Where special design or software is required, then we have in house engineering R&D facility along with our in-house software team.
We offer full mechanical and electrical installation along with software, training and handover. Our products and systems are supported with servicing, maintenance and software dial-in support packages. This ensures systems can continue to operate for many years.
“We will work with you to provide the best automated conveyor system to move materials and products around your factory. Our goal is to provide cost effective conveyor solutions with a high level of service.”
MONK supply conveyor systems and product handling solutions to a wide range of industries. We listen to customers and always find out about the product and processes within your factory, warehouse or lab. By understanding as much as possible about your requirements, we will be able to offer better solutions. Our goal is to provide cost effective conveyor solutions with a high level of service.
“Improve the efficiency of your site with an automatic conveyor feed system for your products. Our systems are design to ensure that every part of the process is kept continuously fed with work”
We supply individual conveyors, through to complete turn-key factory installations. Our philosophy is to always look and apply the simplest solution. We have a comprehensive range of standard conveyors and factory automation devices. By using as many standard conveyors within our systems, they will be reliable, easy to maintain and cost effective. Our engineering design capability means we can also manufacture special equipment or fully bespoke conveyor systems when required.
Contact Our Engineering Sales Team
Our engineering sales team will be happy to discuss a conveyor or automation application on your site. Call us, email or visit our website for a contacts form.
Call us Today on +44 (0)1252 369800
We supply Industrial Belt, Roller and Pallet Conveyors.
Carton Lifts, Spiral Conveyors, Flexible Chain, Matt Top all with full Electrical Control, Software and Installation.
Monk Conveyors supply and install full working systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens if required.
Our control systems range from simple stop-starts up to barcode capable controls, which can communicate with your Warehouse Management System (WMS).
The right conveyor system in your warehouse can reduce manpower, improve packing accuracy and increase productivity. We will design you a product feed system completely tailored to your site. Monks range of conveyors means we can use standard equipment to reliably handle the size and shapes of your product range. Our goal is to produce a cost effective, reliable solution with the key benefits below.
What are the Key Benefits?
Reducing Manpower – Goods picked from your stores can be placed directly onto a local moving belt and sent to the final packing area, reducing the level of walking or trolley movement and repetitive strain on staff. Operatives will be able to remain productive at their stations while work is continuously brought to them.
Improving Accuracy – Our Barcode and RFID scanners can route your product to a specific destination. Routing of picked products can be controlled with no product being left behind. Products can be tracked in our system to show locations. Optional Pick to Light faces can be incorporated to improve pick accuracy and speed. Sortation Systems can sort product into numerous locations or bins.
Increasing Productivity – Flow of work is continuous around the site, and even up and down between floors. This is a continuous movement and sets the pace for operatives and machinery to remain busy, reducing idle time.
Sorting Parcels Automatically
A sortation conveyor system can sort products and parcels by barcode data, RFID data, colour, size or image recognition using a camera system. Items are sorted into totes, boxes, pallets or cages as shown above.
Fast-moving industries such as Retail / E-Fulfilment, Warehouse and Distribution centres can see major improvements in efficiency and capability. A small footprint often means the ability to increase capacity without the need to increase floor space. We work closely with our customers to understand their process and design a sortation system which works within their current and future needs.
MONK can provide reliable turn-key solutions for warehousing and distribution sites. The first step involves detailed discussions to understand the key areas of your business and its needs. Please contact us today to find out more.
Monk Conveyors can offer mechanical and electrical maintenance support for your conveyor systems. Our professional site team of mechanical and electrical engineers will plan our work to create the minimal possible disruption to your production.
We also supply Industrial Belt Conveyors, Roller, Pallet, Carton Lifts, Spiral Conveyors, Flexible Chain, Matt Top all with full Electrical Control, Software and Installation.
Monk Conveyors supply and install full working systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens if required.
Our control systems range from simple stop-starts up to barcode capable controls, which can communicate with your Warehouse Management System (WMS).
For Further Information or to discuss Conveyors and Automation on your site, Please Call or Email us Today.
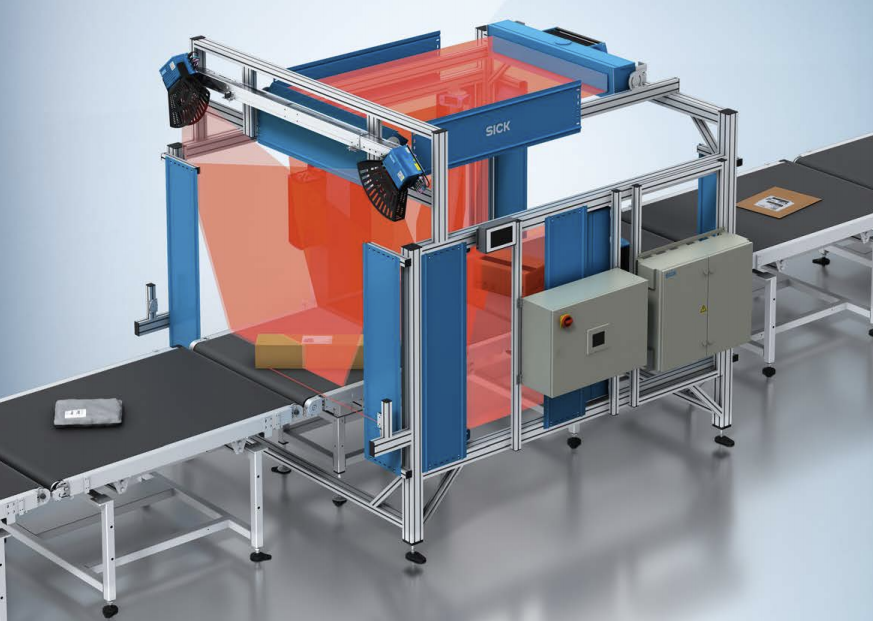
MONK’s installation partnership with SICK means we can provide class leading weighing, measuring and product identification conveyors at speeds of up to 6,000 items per hour.
Our in house software capability means we can offer a complete solution including installation, setup and full communications with your warehouse IT system. When each parcel is scanned we will provide: Item measurements (height, width and length), item weight, barcode or QR code information.
MONK install and setup the SICK DWS Dynamic system, which is the right choice for nearly any master data collection requirement to automate sorting, storage and conveying. The efficient system will improve your data collection along with increasing turnover per parcel. Data can also be used to route parcels to specific areas or bins.
MONK’s high-performance DWS systems from SICK will save time and money. DWS can be integrated into our conveyor system or used as a stand-alone solution. SICK’s modular expansion stages and common system controllers, ensure future-proofing and high system availability.
When simpler system which scan single faces are also provided.
MONK also provide systems which can read a barcodes or QR codes on a single parcel face. This is ideal when parcels can be correctly orientated by staff as they are placed on the system. Parcels can then be routed to the next part of the process.
We supply full electrical control, software and installation.
Monk Conveyors supply and install full working systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens if required. Our control systems range from simple stop starts up to barcode capable controls, capable of communicating with your Warehouse Management System (WMS).
This short video explains the very basics on different types of conveyors, and how they can save costs and increase efficiency.
Our technical sales will work with you to provide the best automated conveyor system to move materials and products around your site. We can supply everything from a small individual conveyor up to a full feed system with intelligent controls.
How a Packing Station Conveyor Works? 60 Second Explainer Video
Packing Conveyor Lines are designed around packing tables and benches to help to reduce manual handling and improve efficiency. Packing Lines move packing material and products to and from the packing staff. Watch the video to see Packing Lines explained in 60 seconds.
“This allows staff to focus on packing and not spend time moving material or products around.”
Merry Christmas and Best Wishes for the New Year
Our offices are closed from the end of Friday 22 December and will re-open on the Tuesday 2 January. Our service department will continue to operate.
We also supply full Electrical Control, Software and Installation.
Monk Conveyors supply and install full working systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens if required. Our control systems range from simple stop starts up to barcode capable controls, capable of communicating with your Warehouse Management System (WMS).
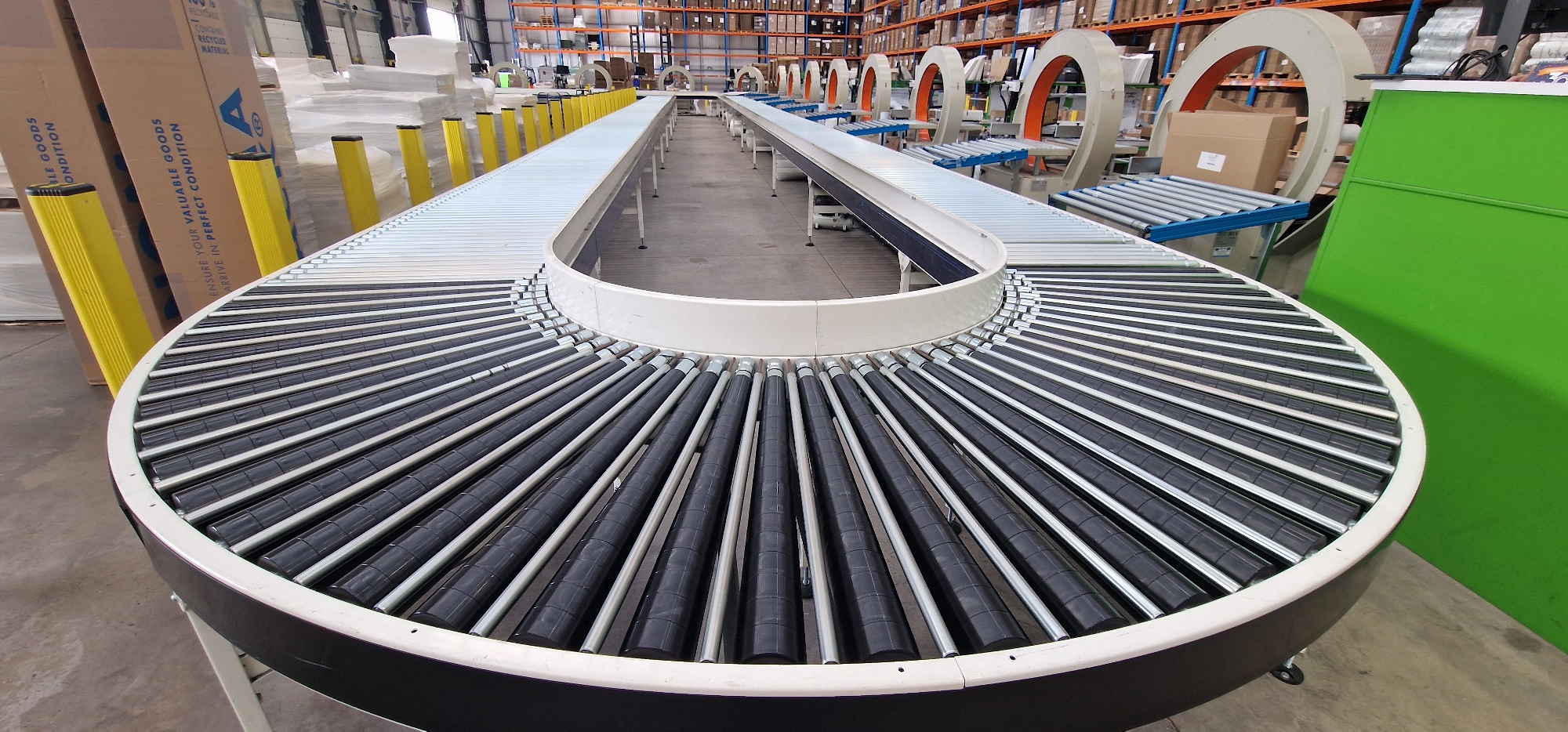
Our Spiral Conveyor system is a highly efficient way to move products up and down from mezzanine floors or over walkways. Our explainer video will show you how it works in a few seconds.
The conveyor belt continuously moves and can handle a wide range of products, while taking up minimal floor space. At MONK Conveyors, we specialize in installing Spiral Conveyors and can provide expert advice on the best layout for your site. Our team will work with you to design a system that maximizes efficiency and productivity, while minimising costs.
Watch our video today and see how a Spiral Conveyor can help bring greater efficiency to your operations.
Packing Lines for Warehouse and Packing Halls
Packing Conveyor Lines are designed around packing tables and benches to help to reduce manual handling and improve efficiency. Packing Lines convey either packing material or products to and from the packing staff. This allows them to focus on packing and not spend time moving material or products around.
Our packing lines can control the flow of products and make sure that every person is continually fed with work. The system is easy to use and improves efficiency. Packing stations are also designed to be ergonomic and comfortable for staff to use.
We set up and install Barcode Scannersand RFID Readers as part of our conveyor systems. We can then use this technology to request job data from the site production/warehouse management system and use the information to route an individual product to a specific location, machine, operator or packing station.
Intelligent Bar Code Readers
RFID Programming (from Bar Code Job Numbers)
Integration of BCR and RFID into the conveyor control system allows HMI display of current job number, relevant job details and job destination
We also supply Belt Conveyors, Roller, Pallet, Carton Lifts, Spiral Conveyors, Flexible Chain, Matt Top all with full Electrical Control, Software and Installation.
Monk Conveyors supply and install full working systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens if required.
Our control systems range from simple stop starts up to barcode capable controls, capable of communicating with your Warehouse Management System (WMS).
MODU flexible chain conveyors are smooth and efficient conveyors, able to transport products across factories with ease. They have the options of a wide variety of chains, bends, guides and supports. These key elements mean they can be installed by MONK to suit each customer’s specific requirements. The MODU design allows the conveyors to travel horizontally, on inclines and even vertically fitting the needs of many factories.
These conveyors are fast and effective, increasing productivity in factories and providing a reliable product flow. Guide rails included keep products on track enhancing safety and proficiency for the production line and staff.
Technology and Control
A key part of any MODU conveyor system is the electrical conveyor control system and software. This controls how the system operates and provides control and information to staff and maintenance. We design and build automation and conveyor control systems and carry out full mechanical, electrical, pneumatic and software installation and setup.
Our electrical control panels are designed and built in-house. We also have our own software engineering team for both PLC and PC warehouse-based software. This helps us provide a high level of flexibility and maximum support to our customers.
Packing Conveyor Lines are designed around packing tables and benches to help to reduce manual handling and improve efficiency. Packing Lines convey either packing material or products to and from the packing staff. This allows them to focus on packing and not spend time moving material or products around.
Our packing lines can control the flow of products and make sure that every person is continually fed with work. The system is easy to use and improves efficiency. Packing stations are also designed to be ergonomic and comfortable for staff to use.
We also supply Belt Conveyors, Roller, Pallet, Carton Lifts, Spiral Conveyors, Flexible Chain, Matt Top all with full Electrical Control, Software and Installation.
Monk Conveyors supply and install full-working conveyor systems which are designed to suit your specific needs. We install full pneumatic and electrical control with operator touch screens if required.
Our control systems range from simple stop starts up to barcode capable controls, capable of communicating with your Warehouse Management System (WMS).